
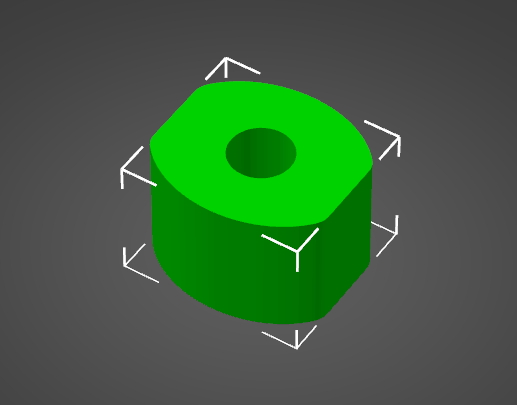
A mechanical test was applied on the printed model in Challenge 2. We MUST use less than 15 g filament and cannot change the original size of model. It would be evaluated by “yield stength (N) – time printed (min)”.
First try:
- The print setting is 0.12 mm detail
- 3 layers of perimeters
- No top and bottom solid layer
- No skirt
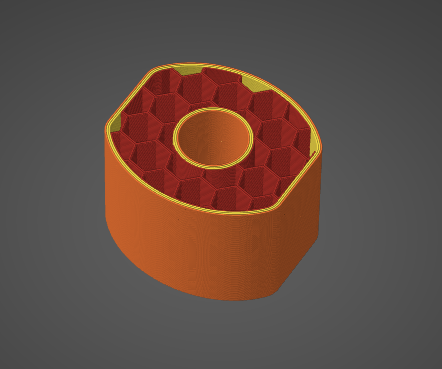
- The infill density is 9%, and the pattern is Honeycomb
- Speed is increased by 10 mm/sec
- The temperature of nozzle is increased by 10 °C
I guess somebody has already noticed a few problems in my settings. The yield stress was applied to the axis perpendicular to the cylinder axis. Increasing the resolution of layer height could not help. The honeycomb infill pattern is good, but the infill density is insufficient for strong stiffness. It is hard to balance whether we need to sacrifice the perimeter layer to obtain higher density. The time is 2h36min.

Iterative design:

- The print setting is 0.2 mm normal speed
- 1 layer of perimeters
- No top and bottom solid layer
- The infill density is 19%, and the pattern is still Honeycomb
- Add 20 mm/sec for the speed of external perimeters and infill
The iterative model looks stronger than the first one, but I didn’t validate this. After changing the settings, the printing time becomes 1h58min.