Homework 6: Molding and Casting
Assignment Overview
In this assignment, we were tasked with designing a one-piece mold and a two-piece mold, then casting both of them. There were no restrictions for what materials had to be used.
Prior Experience Level
I had no molding and casting experience experience prior to this assignment.
Team Delegation Summary
All group members were present for the brainstorm and ideation process. Zahir Bashir completed the CAD for this assignment and helped with troubleshooting (via text) during the molding and casting. I 3D printed the figurine base mold and the sacrificial Kirby imprint for the mold. Amanda Lee casted and demolded the one-piece mold and helped me create the two-piece mold for the Kirby. Maya DeBolle helped me with the second half of the two-piece mold and Omar Da’darah came in and helped me and Maya with the casting of the two-piece mold. I came in and demolded the two-piece mold.
Ideation & Design Process
For this project, our group originally wanted to design some type of candle (one-piece mold) and a candle-holder (two-piece mold). Because there were no candle-making supplies available, we decided to gravitate toward a figurine because the base could easily be done with a one-piece mold. One of the ideas I suggested was molding my Smiski keychain, but my group members pointed out that it would’ve been very challenging to demold given the shape of his head and the small size of his arms. We decided on molding a Kirby because he is very round and oblong (meaning his parts are less likely to break during the demolding process) while still possessing a lot of design detail.
Here are some of the sketches we made!
Molding and Casting Material Selection
Polylactic acid (PLA) 3D Printing — Figuring base mold, Sacrificial Kirby template
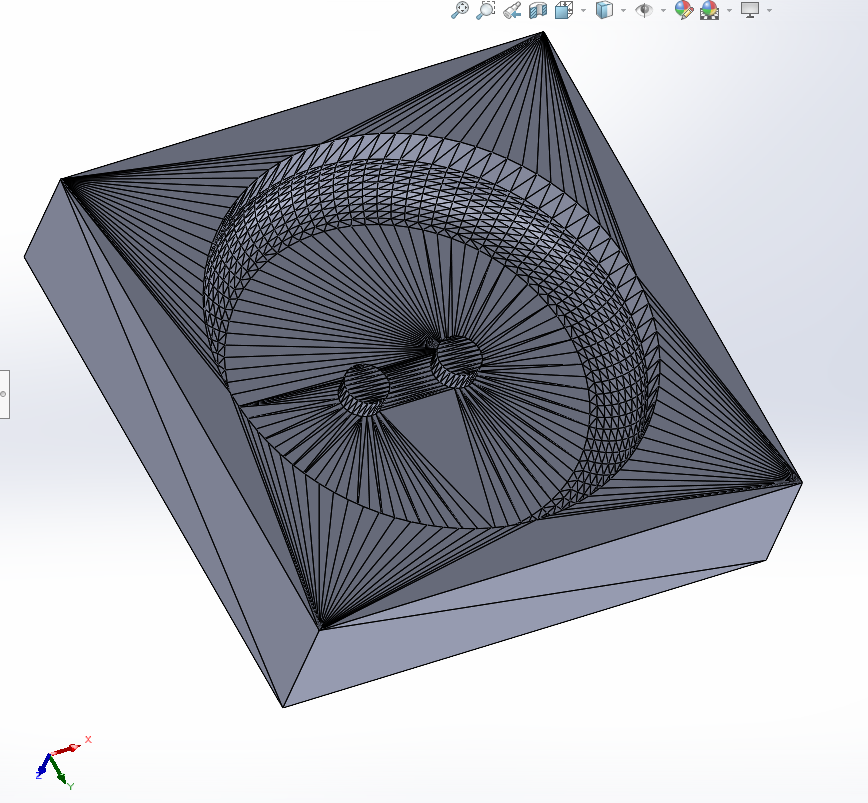
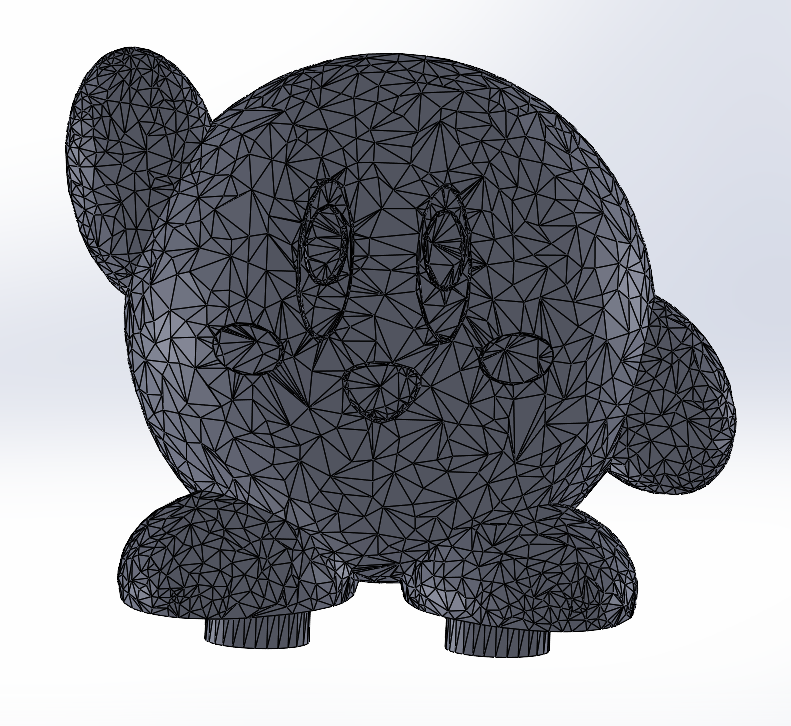
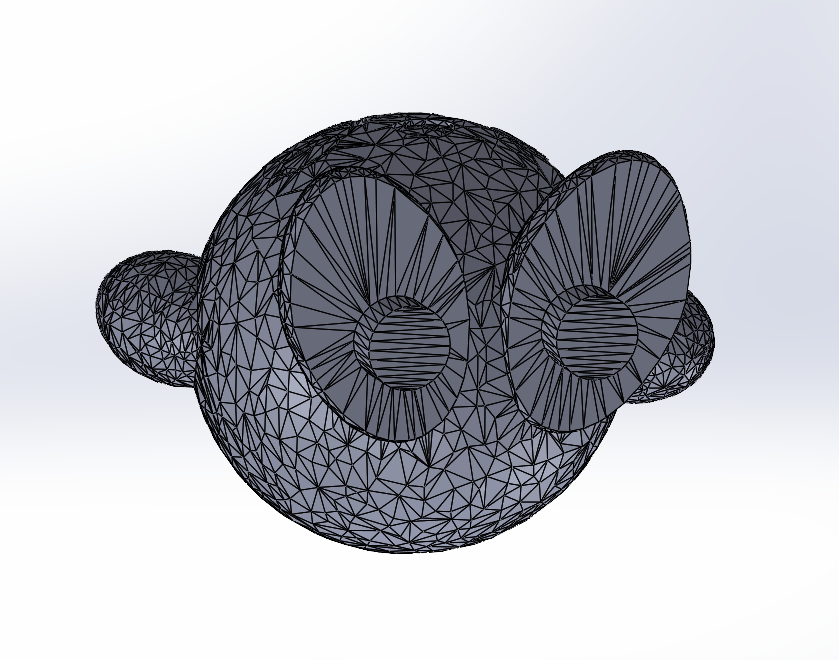
There were two reasons we chose to use 3D print our sacrificial Kirby template and the mold for our figurine base using PLA. Firstly, we knew we could easily find premade Kirby figure CAD designs online that we could easily alter before we went to 3D print. The 3D print would also be able to retain more of its shape and detail than if we modeled Kirby out of clay, which could have potentially deformed if it hadn’t completely solidified. Secondly, we needed the figurine to interact and fit together with the base, and this consideration would be easy to figure out using the parts assembly features in SolidWorks or Onshape. One additional benefit to using PLA is that it’s very durable and we are able to reuse our mold if we want to.
Zahir completed the CAD in Onshape and I made the 3D prints in the Nolop Makerspace using an MK4 3D Printer!
Alginate and cardboard– Kirby two-piece mold
We chose to use an alginate mold because it had the shortest curing time (around 8 minutes), although most of the other molding materials would have been acceptable for this mold because most of them are compatible with PLA. Alginate is an example of a “flexible mold material,” meaning the flexibility of the material allows the casted object to be easily removed from the mold. This meant we wouldn’t have to worry a lot about undercuts potentially being ripped off the material in the demolding process! Alginate also had the benefit of being non-toxic to work with, since it is often used in life molds.
To hold the alginate while it cured, Amanda created a waste mold container using cardboard and hot glue.
Smooth-Sil 940 — Figurine base casting
We chose Smooth-Sil 940 for our base because we knew we wanted the base to be stiffer than the material that would be used to make the actual figurine. We also knew that it would (like alginate) be compatible with our one-piece PLA mold.
Mold Max 30 — Kirby figurine
Finally, we chose Mold Max 30 to make our actual Kirby figurine because it was pink (which fit our team color and the character we were trying to make), but it also had a smaller tensile strength than the Smooth-Sil 940.
Molding and Casting Process & Challenges
One-Piece Molding and Casting
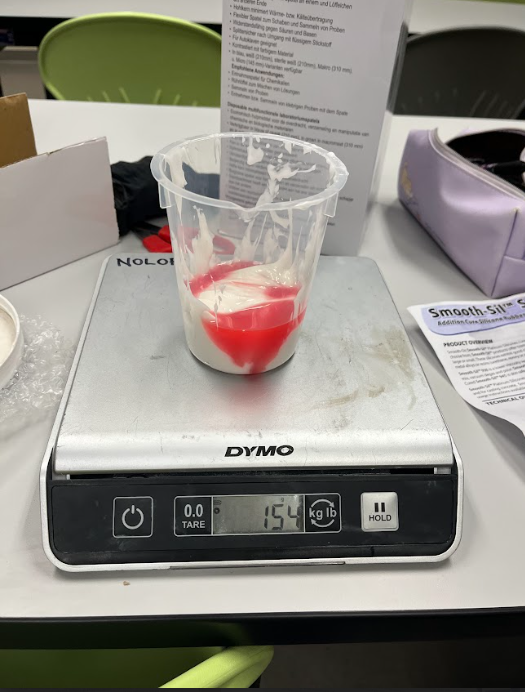
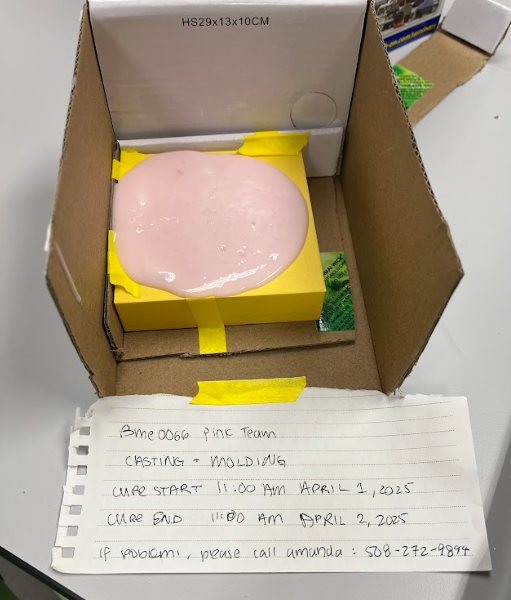
The one-piece molding and casting was done by Amanda in STC 252. This process was relatively straightforward, so there are not a lot of notes here. She measured out Smooth-Sil 940 parts A and B in a ratio of 100:10 in weight using a scale, mixed the components and let the material cure over 24 hours.
Two-Piece Mold Creation
The two-piece molds were started by me and Amanda in the Nolop Makerspace. We used a 1:1 volume ratio of Alginate powder and water, which was 400ml:400ml.
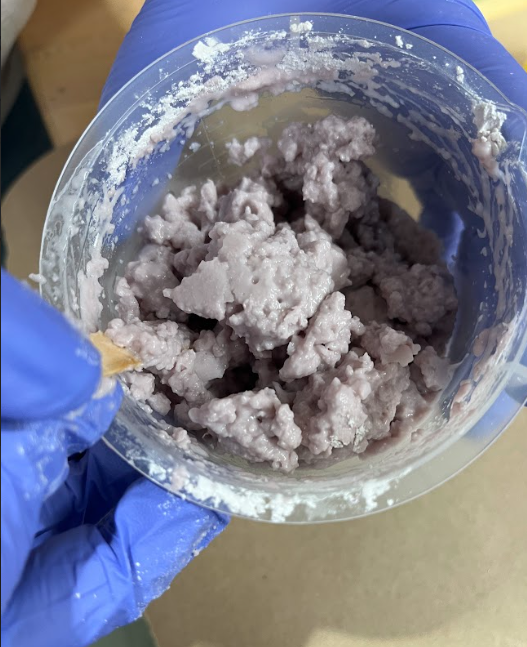
We ran into a couple challenges with using Alginate as our molding material. Firstly, we used water that was too hot. The instructions said to use water that was 80 degrees Celsius, so we decided to boil a small volume of water using a kettle and dilute it down with cold water to adjust the temperature. Despite this, the water was too hot, which caused the Alginate to cure almost instantly and made the material unworkable after only a few minutes of stirring. While the original pot life listed on the kit was 5 minutes, the instant curing happened only after 1 minute.
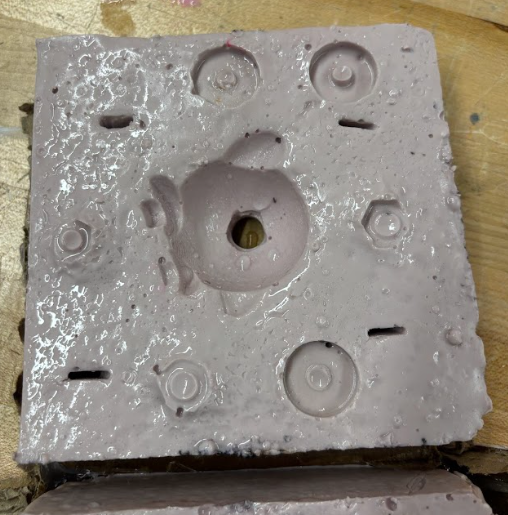
We went back and tried again using cold to room temperature water. The result was much better! Shown below is what the first layer looked like after the alginate was poured into our cardboard waste mold. You can also see the plane that we chose to split our two-piece mold (Kirby face down)!
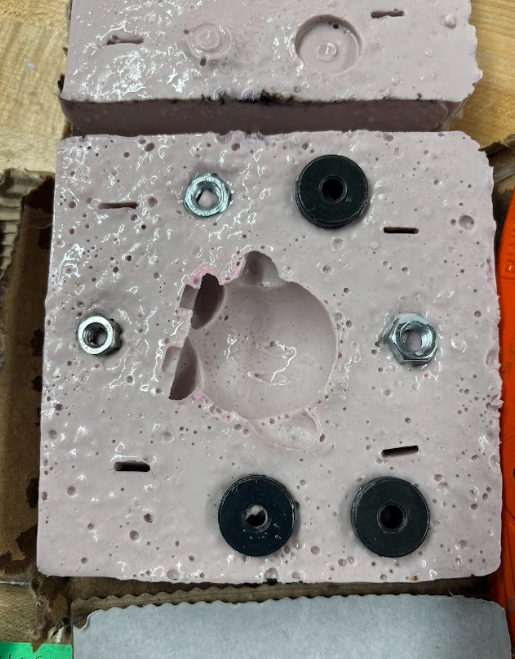
One challenge that we had was figuring out how to align the two halves of the mold. Because our Kirby was made out of PLA, he was incredibly light! This density difference allowed buoyancy to keep Kirby suspended in the alginate. However, when we went to put in nuts/bolts (a technique that we learned from the video in class) to ensure the molds could align, the nuts immediately sank to the bottom of the alginate because of their weight.
The first thing Amanda and I thought of was using popsicle sticks to align the molds (hence why you can see broken popsicle sticks inserted in our alginate above). This looked incredibly silly, so I decided to try imprinting the nuts 5 minutes into the curing, when alginate was still workable, but not liquid. As you can see, this was successful!
At this point, I was just waiting for the Alginate to cure. Amanda had to leave and Maya came in a few minutes later to help me with the second half of the mold!
I expressed to Maya that I was unsure how to approach doing the second half because I was worried the two cured halves of Alginate would stick together. We knew Alginate did not stick to other materials, but we wondered if it would stick to itself. I suggested spraying a thick layer of mold release over the first half, but neither of us were sure it would work. After consulting with Zahir, we decided that we would risk it, and in the case that the two halves did not separate, we would just cut the two halves apart using a box cutter.
Maya and I repeated the same process Amanda and I did a couple minutes ago, but not before I made a little spout to pour our casting material! In the video shown in class, they used clay to make the spout, but since Nolop didn’t have any clay, I cut a piece of a plastic spatula and hot glued it to the back of Kirby. Shown below is what the second half of the mold looked like after pouring!
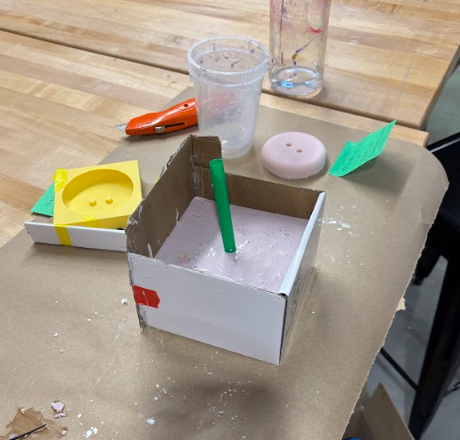
Overall, this process was very successful! The layer of mold-release spray in between the two molds worked, and we didn’t need to pry or cut open the two halves with a knife.
Two-Piece Mold Casting
To make the Kirby casting material, we used a scale to measure a 10:1 weight ratio of Mold Max 300 parts A and B, which came out to be around 6 ounces:0.6 ounces. Before casting, we sprayed both halves of the mold with universal release spray.
One of the challenges we had when working with the Mold Max 300 was not realizing how viscous it actually was. We had trouble pouring the casting material at a steady flow rate. What made this even more challenging was how small our hole for pouring the casting material was (because it was the diameter of a plastic spatula)! There were many times where we poured too fast, which caused the tiny hole to overflow.
We addressed this by pouring through a funnel and using a wooden dowel to guide the liquid down into the mold, but it was still incredibly challenging to get the material to flow down all the way. Maya guided the pouring process and I held the mold and rocked it side to side to make sure there were no bubbles trapped in the mold.

Demolding Process
The demolding was very simple because, again, the materials did not stick together and we applied a lot of release spray prior to casting.


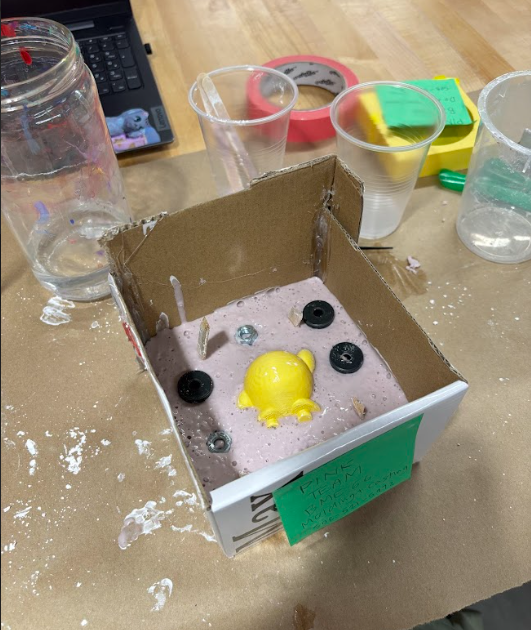
There was excess material from the casting process, but I just cut it off using a box cutter.
Final Product, Reflections
If we were to do this again, there are some things I think we could improve on. Firstly, for any powder-based mold materials with very short pot lives, it is better to use water that is colder. If you are ever unsure about what temperature water to use, it helps to make a small batch (like we did) to ensure that the material is workable before making a large batch. This helps to prevent material waste!
Secondly, we could have used purified water to make our alginate mold. There were a lot of air bubbles in our alginate mold, which the instructions said is typically the result of ion deposits in our water. I used sink water from Nolop, but I wonder if we would have achieved a smoother mold had we used deionized water from a SciTech lab space.
Thirdly, we should’ve considered the viscosity of a casting material when making our casting hole/spout. A very viscous material should have a wider spout, although this may have limitations depending on on the shape of the object itself.
Our final Kirby had a lot of bubbles. This could have been the result of the bubbles in our alginate mold, the viscosity of our casting materials potentially leaving air bubbles in our mold, or a combination of both. Overall, we learned a lot of things about molding and casting, such as which materials are compatible with each other (for example, what worked with PLA, and what materials would stick to alginate, including another alginate mold), as well as how to effectively design molds for the items we intend to cast!
